After introduction in part 1, part 2 will look deeper into some of these applications of ionic liquids for the textile industry.
Ionic liquids in textile fibre manufacturing
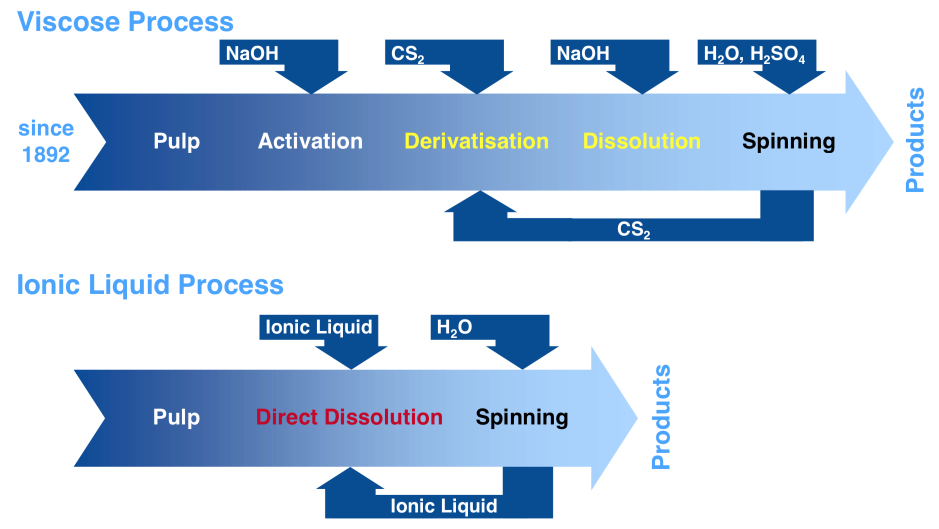
Many approaches for use of ionic liquids in fibre manufacturing have been examined in the last 15 years1. Most notably, research was conducted in cooperation with the Institut für Textilchemie und Chemiefasern (ITCF), Denkendorf and the Thüringisches Institut für Textil‐ und Kunststoff‐Forschung (TITK), Rudolstadt, and the chemical company BASF2. The Figure shown here illustrates the potential advantages of a ionic liquid process compared with the conventional viscose process. The ionic liquid process is shorter and is environmentally favorable. The conventional viscose manufacture involves hazardous chemicals like CS2 and causes heavy pollution due to H2S, SO2, and sulfuric acid. The new ionic liquid process would be also in competition with the process used for Lyocell fibres (brand name: Tencel), made by Lenzing since the 1990. For Lyocell, the solvent N-Methylmorpholin-N-Oxid (NMMO) is used. Selected ionic liquids are non toxic and chemically as well as physically neutral – an advantage compared to NMMO used in Lyocell. Fibres can easily be prepared by coagulation in water and subsequent spinning processes.
To read the full article, please login. The full content of this article and all premium articles is available exclusively for site members.
Site membership is free. If you are an existing user, please login. New users may register below.

